
The CAT-60 Continuous Annealing Tube
$4,650USD
Price is current and subject to change without notice.
Crating and shipping is not included in the price.
International orders may be subject to additional crating fees based on destination.
Crating and shipping is not included in the price.
International orders may be subject to additional crating fees based on destination.
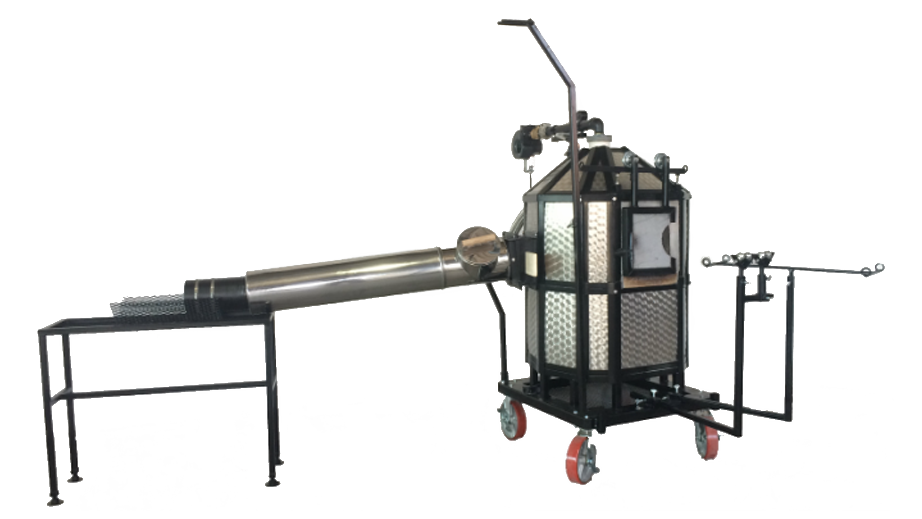
The Continuous Annealing Tube, AKA the CAT-60 (the 60 stands for the approximate number of minutes it takes to cool the glass), is the perfect addition to our micro-studios. The idea is based on industrial annealing cycles for bottles, jars and cups, which are cooled at a much faster rate than artists traditionally cool their work. It is essentially a miniature lehr, manually controlled, and it operates on the heat from your Dragon or Phoenix using one of the accessory ports built into the side of the furnace. We have been using variations of this design for a couple of years now, and with it we have successfully annealed thousands of pieces. The CAT-60 is designed for making ornaments* and thin cups, while never running out of annealing space. Ever. Pieces can be cooled, signed, tagged, and packed about an hour after they are blown!
Think Micro-Factory!
But it's not just for production studios; for those of you in a teaching environment, imagine giving a demonstration and being able to handle it during the same class session! Practice your twisty cups and drink out of them an hour later!
How It Works
*A note about ornaments: we recommend leaving a tiny hole between the hook and the body of the ornament, so a vacuum is not created by sealing it off completely. This allows for more even annealing and a more stable object (though they will collect water if hung outdoors).
Think Micro-Factory!
But it's not just for production studios; for those of you in a teaching environment, imagine giving a demonstration and being able to handle it during the same class session! Practice your twisty cups and drink out of them an hour later!
- Type of Annealer: Continuous Annealing Tube, Manual Lehr (see videos above)
- A series of interlocking trays that are placed in the tube prior to start-up. The work to be annealed is placed on one of the trays and pulled along the tube one tray length every 5 minutes or so. As a tray is pulled from the end of the tube, it is replaced at the hot end for loading the next piece.
- Furnace Compatibility: All MGBS Furnaces via accessory port
- Curb Weight (Approx.): All parts combined 200 pounds
- Footprint: X
- Interior Dimensions: 6" (~15cm) diameter Want more room? Check out the FATCAT-60!
- Heat Type/Fuel Source: Uses heat from any of the furnace via the accessory port
- Elements: n/a
- Electrical Use: 120 volts, 14 amps
- Controller Included: Inkbird ITC-106VH
- Controller Electrical Use: 120 volts, 1 amp
- Maximum Object Size: 5" x 3" (12.5cm x 7.5cm)
- Recommended Wall Thickness: 3/16" (0.5cm) or less
- Average Annealing Cycle: 3/16" (0.5cm) or less
- Included Accessories: Tongs, Fiberglass Cooling Blanket, Train Puller, Heat Baffle Block
How It Works
- Designed for annealing ornaments* and thin cups
- Based on industrial annealing cycles for bottles, jars, and cups
- Works by maintaining positive pressure in the heating chamber of the furnace, so that a slight breeze of hot air is blowing out of the end of the tube
- A Heat Baffle Block is used to control the amount of air flowing through the tube
- Adjustments to the baffle, burner settings and the door opening size will affect the flow
- The controller and high-temp blower help to maintain a temperature range between 1050°F and 1150°F (565-621°C)
*A note about ornaments: we recommend leaving a tiny hole between the hook and the body of the ornament, so a vacuum is not created by sealing it off completely. This allows for more even annealing and a more stable object (though they will collect water if hung outdoors).

|
|
|
Ready to place an order?
Please see our How To Order page for all the details, and be sure to read our Limited Warranty.
Please see our How To Order page for all the details, and be sure to read our Limited Warranty.